
MIG Welding Basics, or Metal Inert Gas welding, is one of the most common welding processes used in various industries due to its versatility, speed, and ease of use. This comprehensive guide covers the fundamental aspects of MIG welding, providing detailed insights into its principles, equipment, techniques, and applications.
MIG welding, also known as Gas Metal Arc Welding (GMAW), involves using a continuously fed wire electrode and a shielding gas to weld metals. The process is semi-automatic or automatic, making it suitable for various applications, from automotive repair to industrial fabrication.
MIG welding was invented in the 1940s as a quicker and more efficient alternative to traditional methods. The process was first used for welding non-ferrous metals such as aluminum and copper before it was soon adapted to weld all types of metals, including steel. The introduction of inert gases such as argon and carbon dioxide changed the whole landscape of the welding industry, with MIG welding becoming pervasive for many applications.
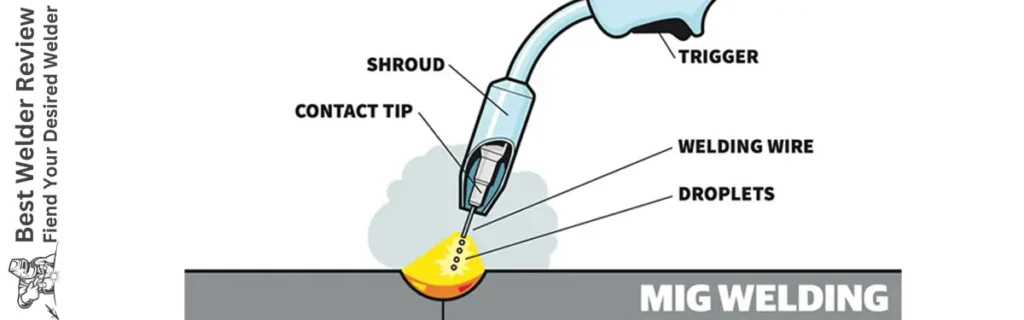
MIG Welding Basics creates an electric arc between a consumable wire electrode and the workpiece. This arc generates heat, melting the electrode and the base metal to form a weld pool. The shielding gas, typically argon or a mix of argon and carbon dioxide, protects the weld pool from atmospheric contamination, ensuring a clean and strong weld.
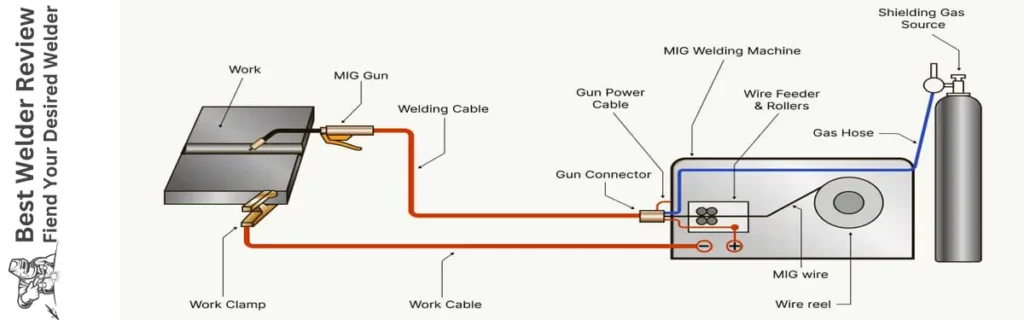
The essential components of a MIG Welding Basics setup include:
MIG Welding Basics power sources can be classified into two main types:
The wire electrode is a critical component in MIG welding. It acts as the filler material and the electrode to create the arc. Wire electrodes are available in various diameters and compositions to suit different welding applications. Common types of wire electrodes include:
Shielding gases protect the weld pool from atmospheric contamination, ensuring a clean and strong weld. The choice of shielding gas depends on the type of metal being welded and the desired weld properties. Common shielding gases include:
Practical MIG welding requires mastering several techniques to ensure high-quality welds:
Proper joint preparation and fit-up are crucial for successful MIG welding. Clean the metal surfaces to remove any rust, oil, or contaminants that could affect weld quality. Ensure the joint fit-up is tight and consistent to prevent issues such as lack of fusion or porosity.
Setting the correct welding parameters is essential for achieving high-quality welds. Key parameters include:
MIG welding can be performed in various positions, each requiring specific techniques and adjustments to the welding parameters:
Common weld defects in -MIG welding include:
Porosity causes the gas to become trapped in the weld pool, creating a weak weld. Shielding gas coverage and ensuring the metal surfaces are clean are very important.
MIG welding involves several hazards, including exposure to intense light, heat, and fumes. Follow these safety precautions to minimize risks:
MIG welding is widely used in various industries due to its versatility and efficiency:
MIG welding offers several advantages:
Despite its advantages, MIG welding has some limitations:
MIG welding, or Metal Inert Gas welding, also known as Gas Metal Arc Welding (GMAW), is a process that joins metals using a continuously fed wire electrode and a shielding gas. The electric arc melts the wire and base metal, creating a weld pool that solidifies to form a strong bond.
MIG welding can weld various metals, including carbon steel, stainless steel, aluminum, copper, nickel, and magnesium. The choice of wire electrode and shielding gas depends on the type of metal being welded.
What are the advantages of MIG welding?
Key parameters include:
Proper joint preparation and fit-up are crucial for achieving high-quality welds. Clean the metal surfaces thoroughly and ensure tight, consistent fit-up to prevent issues like lack of fusion or porosity.
MIG welding is generally not recommended for outdoor applications due to the shielding gas’s susceptibility to being blown away by wind. However, flux-cored wires can be used for outdoor welding as they provide their shielding.
MIG welding can be automated using robotic welding systems, increasing productivity and consistency for large-scale production.
The welding gun directs the wire electrode and shielding gas to the weld area, allowing the welder to control the welding process. It typically features a trigger to start and stop the wire feed and arc.
The wire diameter depends on the material’s thickness and the desired welding parameters. Standard diameters include 0.023″, 0.030″, 0.035″, and 0.045″. Thinner wires are suitable for thinner materials, while thicker wires are used for thicker materials.
MIG welding is a versatile and efficient welding process suitable for various applications. Understanding the basic principles, equipment, techniques, and safety considerations is essential for achieving high-quality welds. By mastering these fundamentals, welders can maximize the benefits of MIG welding and produce solid and clean welds for a wide range of projects.

At Best Welder Reviews, Hamim Minhas has years of welding experience and expertise in evaluating welding tools and accessories. My goal is to provide clear, reliable and deep insights to help welders of all levels make informed decisions. Whether you're a beginner or an expert, my thorough reviews, buying guides, and tips ensure you find the right tool for every welding project.