
TIG (Tungsten Inert Gas) welding, also- known as Gas Tungsten Arc Welding (GTAW), is a precise welding– process that uses a non-consumable tungsten electrode to create the weld. It is particularly favored for welding stainless steel because it provides high-quality, clean welds with minimal distortion. One of the main- advantages of TIG welding for stainless steel is its ability to control heat input, which helps prevent issues such as warping and carbide precipitation. This guide explores the key aspects of TIG welding -stainless steel, including techniques, preparation, execution, and troubleshooting tips to ensure successful welds.
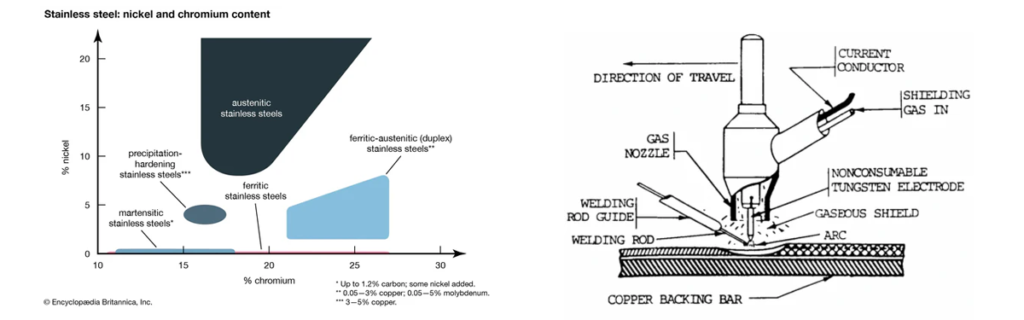
Stainless steel is a durable alloy known for its resistance to corrosion, strength, and long-lasting properties. It is primarily made of iron, with chromium, nickel, and other elements added to enhance its performance. The chromium content (at least 10.5%) forms a protective -oxide layer on the surface, preventing further corrosion. There are several types of stainless steel, each with unique characteristics and applications. These include austenitic, ferritic, martensitic, duplex, and precipitation-hardening grades. Among these, austenitic stainless steels (like 304 and 316) are the most widely used due to their excellent formability and resistance to corrosion.
Proper preparation is crucial for successful TIG welding of stainless steel. The first step is to clean the workpieces thoroughly. Contaminants like oil, grease, dirt, or oxidation can- lead to weld defects such as porosity and inclusions. Use a stainless steel wire brush or a dedicated grinder to clean the surface, ensuring- that you avoid cross-contamination by using tools used on carbon steel.
Next, make sure the workpieces are correctly fit and aligned. Stainless steel requires tight fit-ups, as gaps can result in excessive heat input and distortion. Use clamps or fixtures to hold the pieces -securely in place. Joint preparation- is also important; for thicker materials, bevel the edges to ensure complete penetration during welding.
Selecting the right tungsten electrode is crucial for TIG welding. A 2% thoriated (red) or 2% created (grey) tungsten is recommended for stainless steel. Thoriated tungsten offers superior arc stability and high current-carrying capacity, while created tungsten is favored for its ease of starting the arc and long-lasting performance. For optimal precision, sharpen the tungsten to a fine point to maintain- better control over the arc. Ensure the electrode diameter aligns with the welding current; for instance, a 1/16-inch -electrode is ideal for currents up to 150 amps.
Shielding gas keeps the weld pool safe from outside contamination. Argon is commonly used for stainless steel because it works well and is easy to use. It creates a stable arc, which helps produce clean and smooth welds. Sometimes, a mix of argon and a small amount of hydrogen (up to 5%) is used. This mix can improve how deep the weld goes and the finish on the surface. However, using this mixture needs to be controlled carefully. Too much heat or hydrogen can cause problems, like making the material brittle.
Proper welder settings are crucial for achieving high-quality welds. Adjust the current based on the material thickness and joint configuration. Stainless steel typically requires lower amperage- compared to carbon steel. For thin materials (up to 1/8 inch), use a current- range of 20-80 amps. Adjust the current accordingly for thicker materials, but avoid excessive heat input. The ideal welding current produces a stable arc without causing burn-through or excessive warping.
Adjust the argon flow rate to ensure adequate shielding. A typical flow rate of 15-20 cubic feet per hour (CFH) may vary depending on the welding conditions and joint configuration. Use a gas lens on the torch to improve gas coverage and reduce turbulence.
Several techniques are used in TIG welding to achieve the desired weld quality. The most common technique is the “walking the cup” method, where the welder rests the ceramic cup of the torch on the workpiece and moves it in a controlled manner along the joint. This technique provides excellent control over the weld pool and helps maintain consistent arc length.
Another technique is the “freehand” method, where the welder holds the torch steady and moves it along the joint without resting the cup. This method requires steady hands and precise control but allows for greater flexibility in welding positions and joint configurations.
During welding, maintain a short arc length (1/8 to 1/4 inch) to ensure proper heat transfer and penetration. An arc length can cause excessive heat input, warping, and oxidation. Control the travel speed to provide a consistent weld bead with proper fusion and penetration. A slow travel speed can cause excessive heat input and warping, while a fast travel speed can result in poor fusion and lack of penetration.
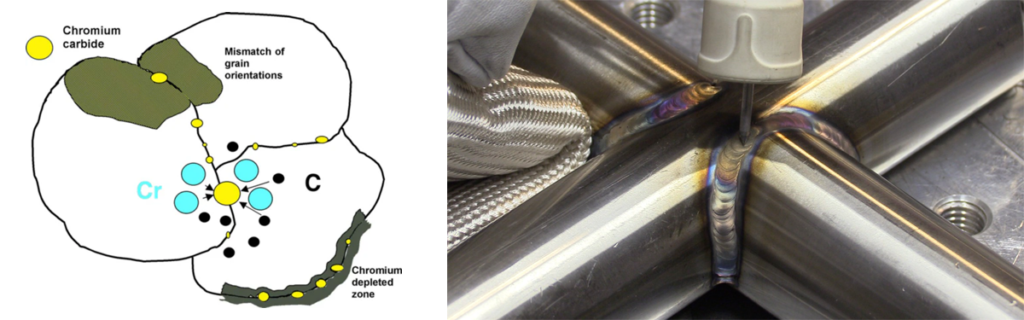
Heat management is crucial when TIG welding stainless steel to prevent issues like warping and carbide precipitation. Excessive heat input can cause the material to warp, leading to misalignment and poor fit-up. It can also result in carbide precipitation, which weakens the material’s corrosion resistance.
One effective way to control heat input is by using a pulsed current technique. By pulsing the current between a high peak and a low background current, you can better -control the weld pool and reduce overall heat input. Adjust the pulse frequency and duty cycle depending on the thickness of the material & the joint- configuration.
To further control heat and prevent warping, use chill bars or heat sinks. These can be clamped to the workpieces near the weld joint to absorb excess heat, helping maintain proper alignment and preventing distortion.
Choosing the right filler material is key to achieving high-quality welds. The filler material must match the base material in composition to ensure proper fusion and maintain corrosion resistance. For austenitic stainless steels like 304 and 316, use ER308L and ER316L filler rods, respectively. These filler materials have low carbon content, which helps prevent carbide precipitation and preserves corrosion resistance.
Keeping the filler rod clean and free from contamination is also essential. Store the rods in a dry environment and always handle them with clean gloves to avoid introducing contaminants that could affect the weld pool.
Start establishing the arc and stable weld pool. Keep arc length and travel speed consistent for a uniform weld bead. The fillers can be inserted by dipping the filler rod into the leading edge of the weld pool and removing it quickly to avoid contaminating the tungsten electrode. Maintain the drizzle rod in the shielding gas company to keep it lovesick.
Vary the welding current and travel speed to control the heat input. To gain wider joints for proper fusion, use a weaving motion. Don’t overweave, or it can add heat and create a warpage.
Pay close attention to the weld pool, adjusting the torch angle and the filler’s introduction accordingly for a consistent weld bead. The torch angle should be about 15-20 degrees away from vertical with the torch, and the filler should be melted in at a slight angle to the weld pool.
After welding, clean the weld area to remove any oxidation or discoloration. Use a stainless steel wire brush or pickling paste to clean the surface. Passivation may be required to restore the corrosion resistance of the stainless steel. Passivation involves treating the surface with an acid solution to remove free iron and enhance the chromium oxide layer.
Inspect the weld for porosity, cracks, and lack of fusion. Non-destructive testing methods like dye penetrant or ultrasonic testing are used to detect subsurface defects. If defects are found, repair them by grinding out the defect and re-welding the area.
Safety is paramount in TIG welding. Wear appropriate personal protective equipment (PPE), including a welding helmet, gloves, and protective clothing. Use a helmet with a proper shade lens to protect your eyes from the intense light and UV radiation the arc produces.
Ensure adequate ventilation in the welding area to prevent exposure to hazardous fumes and gases. Stainless steel welding can produce hexavalent chromium fumes, which are harmful if inhaled. Use local exhaust ventilation or respiratory protection as needed.
Despite careful preparation and execution, issues can arise during TIG welding. Here are some common problems and their solutions:
TIG (Tungsten Inert Gas) welding, also known as Gas Tungsten Arc Welding (GTAW), is a welding process that uses a non-consumable tungsten electrode to produce the weld. It provides precise control, resulting in high-quality, clean welds.
TIG welding is preferred for stainless steel because it allows for precise control over heat input, which minimizes warping and prevents issues like carbide precipitation. It also produces clean, high-quality welds that maintain the material’s corrosion resistance.
Most types of stainless steel, including austenitic, ferritic, martensitic, duplex, and precipitation-hardening grades, can be TIG welded. Austenitic stainless steels (e.g., 304, 316) are the most common for TIG welding due to their excellent formability and corrosion resistance.
Clean the workpieces thoroughly to remove contamination, such as oil, grease, dirt, or oxidation. Use a stainless steel wire brush or a dedicated grinder. Ensure tight fit-up and alignment of the workpieces and prepare the joints correctly, especially for thicker materials.
Use a 2% thoriated (red) or 2% created (grey) tungsten electrode. Thoriated tungsten provides excellent arc stability, while created tungsten is preferred for its ease of arc starting and longevity.
Pure argon is commonly used due to its excellent shielding properties. In some cases, a mixture of argon with a small percentage of hydrogen (up to 5%) can improve weld penetration and surface finish.
Adjust the current based on the material thickness and joint configuration. Use lower amperage compared to carbon steel. Set the argon flow rate to 15-20 cubic feet per hour (CFH). Use a gas lens on the torch for better gas coverage.
The “walking the cup” technique involves resting the ceramic cup on the workpiece and moving it along the joint. The “freehand” technique involves holding the torch steady and moving it along the joint without resting the cup. Maintain a short arc length and consistent travel speed.
Use pulsed current to control heat input. Adjust the pulse frequency and duty cycle based on the material thickness. Use chill bars or heat sinks to absorb excess heat and prevent warping.
Choose a filler material that matches the base material in the composition. For austenitic stainless steels like 304 and 316, use ER308L and ER316L filler rods, respectively. Ensure the filler rod is clean and free from contamination.
Clean the weld area to remove any oxidation or discoloration. Use a stainless steel wire brush or pickling paste. Inspect the weld for defects using non-destructive testing, such as dye penetrant or ultrasonic testing. Passivation may be required to restore corrosion resistance.
Wear appropriate personal protective equipment (PPE), including a welding helmet, gloves, and protective- clothing. Ensure adequate ventilation to prevent exposure to hazardous fumes and gases. Use local exhaust ventilation or respiratory protection as needed.
Pulsed current allows better weld pool control and reduces overall heat input. This helps prevent warping and carbide precipitation, resulting in higher-quality welds.
No. To avoid cross-contamination, use dedicated stainless steel tools. Tools used on carbon steel can introduce- contaminants into the stainless steel weld, causing defects.
Maintaining a short arc length (1/8 to 1/4 inch) ensures proper heat transfer and penetration. An arc length can cause excessive heat input, warping, and oxidation.
Add filler material by dipping the rod into the leading edge of the weld pool and withdrawing it quickly to avoid- contaminating the tungsten electrode. Keep the filler rod in the shielding gas flow to prevent oxidation.
Travel speed affects the heat input and quality of the weld bead. A slow travel speed can cause excessive heat input and warping, while a fast travel speed can result in poor fusion and lack of penetration.
TIG welder for stainless steel welding needs precision, control, and attention to detail. By first learning the material’s properties, Preparing the workpieces, and Selecting the right equipment/settings and proper techniques, you can produce high-quality welds with very low defects.
Mastering this welding process will require practice and experience, so hone your skills and troubleshoot problems as they come up. With time and practice, you can create welds that adhere to the highest quality and performance standards.

At Best Welder Reviews, Hamim Minhas has years of welding experience and expertise in evaluating welding tools and accessories. My goal is to provide clear, reliable and deep insights to help welders of all levels make informed decisions. Whether you're a beginner or an expert, my thorough reviews, buying guides, and tips ensure you find the right tool for every welding project.