
Arc welding is a widely utilized process that relies on an electric arc to create heat and melt metals at the welding point. This guide thoroughly examines various arc welding processes, exploring their principles, advantages, applications, and techniques. By understanding these processes, welders can select the most appropriate method for their projects and achieve high-quality welds.
Arc welding uses an electric arc to provoke heat, melting the base metal and, in some cases, a filler material to create a weld joint. The process requires a power supply, electrodes, and a means to protect the weld from atmospheric contamination. There are several arc welding processes, each with unique characteristics and applications.
Shielded Metal Arc Welding (SMAW), also understood as Stick Welder, is one of the most common and versatile arc welding methods. It uses a consumable electrode blanketed in flux to produce the weld. The electric arc is generated between the electrode and the workpiece, melting the electrode and the ground metal to form the weld joint. The flux coating disintegrates during welding, creating a protective gas shield and slag to protect the weld pool from atmospheric contamination.
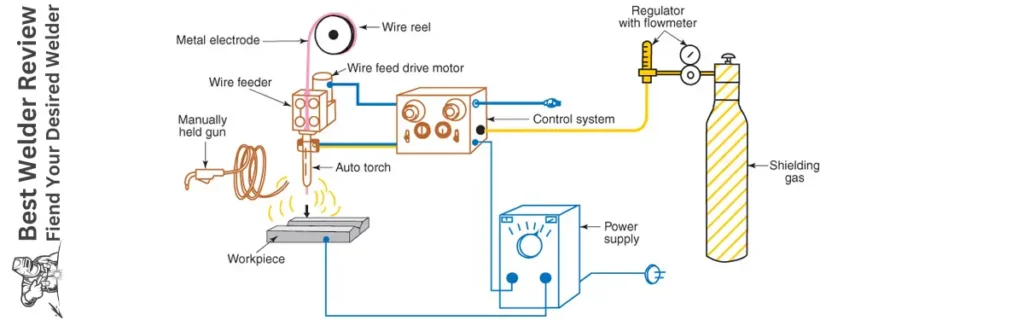
Gas Metal Arc Welding (GMAW), or MIG Welder, uses a continuous concrete wire electrode fed through a welding gun. An external shielding gas (typically argon or a mix of argon and carbon dioxide) shields the weld reservoir from atmospheric contamination. The electric arc between the wire and the workpiece dissolves the wire and base metal, forming the weld.
Gas Tungsten Arc Welding (GTAW) and TIG Welder use a non-consumable tungsten electrode to create the weld. An external shielding gas (typically argon) protects the weld pool from atmospheric contamination. Depending on the application, the process can be used with or without a filler material.
Submerged Arc Welding (SAW) is an automated arc welding process that uses a constantly fed consumable electrode and a covering of granular flux to shield the weld puddle from atmospheric contamination. The flux covers the weld area, preventing spatter and providing a clean, slag-free weld.
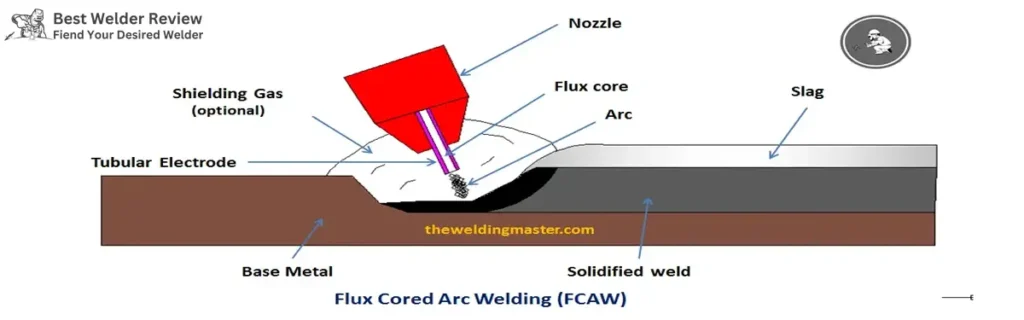
Flux-Cored Arc Welding (FCAW) is similar to GMAW but utilizes a tubular wire loaded with flux. The flux produces a shielding gas and slag to protect the weld pool from contamination. FCAW can be used with or without an external shielding gas, depending on the wire type (self-shielded or gas-shielded).
Plasma Arc Welding (PAW) is similar to GTAW but uses a constricted arc and a high-velocity plasma jet to melt the base metal. The process utilizes a non-consumable tungsten electrode and an outer shielding gas (typically argon or a mix of argon and hydrogen). The plasma arc provides a high concentration of heat, allowing for precise control and deep penetration.
Electroslag Welding (ESW) is an efficient and automated process for joining thick plates and large sections. This method feeds a consumable electrode into the weld joint, along with flux, to create a molten slag pool. The molten slag generates heat to melt the base metal and the electrode, forming the weld joint. ESW is done vertically, and the weld moves upward as it progresses.
Stud Welding is a specialized arc welding process used to attach metal studs or fasteners to a metal workpiece. The process involves creating an arc between the stud and the workpiece, melting both surfaces. The stud is pressed into the molten pool, creating a strong weld joint. Stud welding can be performed using drawn arc or capacitor discharge methods.
Arc welding is a method that uses an electric arc to melt and hook metals. The heat generated by the arc melts the floor metal and the electrode, forming a molten pool that firms to create a strong joint.
There are several kinds of arc welding, including:
MIG welding operates a consumable wire electrode and a protective gas to protect the weld, making it suitable for thicker materials and faster welding. TIG welding uses a non-consumable tungsten electrode and an inert gas, providing more precision and control, which is ideal for thinner materials and detailed work.
Consider the welding you will be doing (stick, MIG, TIG, or flux-cored), the materials you will be welding, and your skill level. Beginners often start with MIG or flux-cored welding due to their ease of use.
Shielding Gas protects the weld puddle from atmospheric contamination (such as oxygen and nitrogen), which can cause defects like porosity and oxidation. Common shielding gases include argon, helium, and carbon dioxide.
Striking an arc in stick welding involves dragging the electrode tip across the workpiece surface like striking a match. Once the arc is selected, maintain a constant arc length to ensure a stable weld.
Keep a consistent distance between the electrode and the workpiece (arc length) and maintain a steady travel speed. For stick welding, the arc length is typically equal to the diameter of the electrode.
Flux serves several purposes: it cleans the metal surfaces, provides a shielding gas to protect the weld from contamination, and forms a slag layer that protects the weld as it cools.
Different types of metals can be welded together, but this requires knowledge of metallurgy and appropriate welding techniques. Some combinations may require special electrodes, filler metals, or welding processes.
Weld penetration guides the depth to which the base metal is melted and fused. Proper penetration ensures a strong, durable weld. Inadequate penetration can lead to weak joints and weld failure.
Choose an electrode or filler material that matches the base metal’s composition and the welding process. For guidance, refer to welding charts and manufacturer recommendations.
Remove rust, oil, paint, or other contaminants from the workpiece using a wire brush, grinder, or chemical cleaner. Proper surface preparation ensures better weld quality and reduces the risk of defects.
Welding works refer to the direction of the weld joint: flat, horizontal, vertical, and overhead. Different positions require specific techniques and settings to ensure consistent weld quality.
Adjust the welding current, voltage, and travel speed to control heat input. Use weaving techniques and intermittent welding to prevent the workpiece from overheating and warping.
Post-weld heat treatment involves heating the welded joint to a specific temperature and cooling it gradually. This process relieves residual stresses, improves mechanical properties, and reduces the risk of cracking in certain materials.
Yes, arc welding can be used for thin materials, but it requires precise control of heat input to avoid burn-through. Due to its precision, TIG welding is often preferred for thin materials.
Arc welding includes different processes with principles, benefits, and uses. Understanding these different welding methods helps welders choose the best one for their projects and create high-quality welds. Whether the flexibility of SMAW and GMAW or the precision of GTAW and PAW, each method provides unique advantages. By learning these processes, welders can improve their skills and contribute to the construction, automotive, aerospace, and shipbuilding industries.

At Best Welder Reviews, Hamim Minhas has years of welding experience and expertise in evaluating welding tools and accessories. My goal is to provide clear, reliable and deep insights to help welders of all levels make informed decisions. Whether you're a beginner or an expert, my thorough reviews, buying guides, and tips ensure you find the right tool for every welding project.